Adkins Energy, LLC is integrating biodiesel processing, using corn oil extracted from dried distillers grains with solubles (DDGS) as a feedstock, at its 50-million-gallon-a-year (MMGY) drymill ethanol plant in Lena, IL. Biodiesel production is expected to begin in mid-September. Ray Baker, general manager of Adkins Energy, told BioFuels Journal that adding biodiesel to ethanol production is a great example of how the ethanol industry continues to grow. “We’ve considered adding biodiesel for several years as part of a biorefinery concept,” he said, “which means adding biodiesel, renewable diesel, cellulosic ethanol, and other products to an ethanol plant’s product line. It shows the real success of the Renewable Fuels Standard that we can grow this industry beyond ethanol.”
Production Start Adkins Energy started ethanol production in 2002. It is owned by approximately 275 general members of the former Adkins Energy Cooperative and its partner, Pearl City Elevator, based in Pearl City, IL. The plant began extracting corn oil from its dried distillers grains with solubles (DDGS) in 2008. It currently produces about 1.7 million gallons of corn oil a year that it sold either as a feedstock to biodiesel plants or as a supplement to the animal feed market. The 2-MMGY biodiesel plant at Adkins Energy will require 2.2-MMGY of corn oil, which means an additional 500,000 gallons of corn oil will be needed to be procured to supply the Adkins Energy biodiesel plant.
“We feel very comfortable we can get that amount of feedstock to get the plant up to its nameplate capacity,” Baker said. Cost of the biodiesel plant was $2 for each installed it can be expanded to 4 MMGY for $1 for each addition gallon of production. “We are thinking about expansion,” Baker said, “but we first want to look at our capacity to supply corn oil as a feedstock.” Adkins Energy was awarded a $500,000 Rural Energy for America Program (REAP) grant to build the plant.
Efficiency Improvements
Adding biodiesel is one of a number of investments Adkins Energy has made to improve its efficiency and production, Baker said. In addition to extracting corn oil, the ethanol plant added a larger hammermill to reduce corn kernel particle size and installed a fourth fermenter to access more starch. By making the improvements, Adkins has been able to boost its ethanol production from 45 MMGY, when it was first built, to 50 MMGY at the present time. Baker said that researching the addition of biodiesel production took a couple years to find the right technology and design provider. The design they ultimately selected integrates biodiesel and ethanol production effictively, according to Baker, and provides process flexibility.
Enzymatic Biodiesel
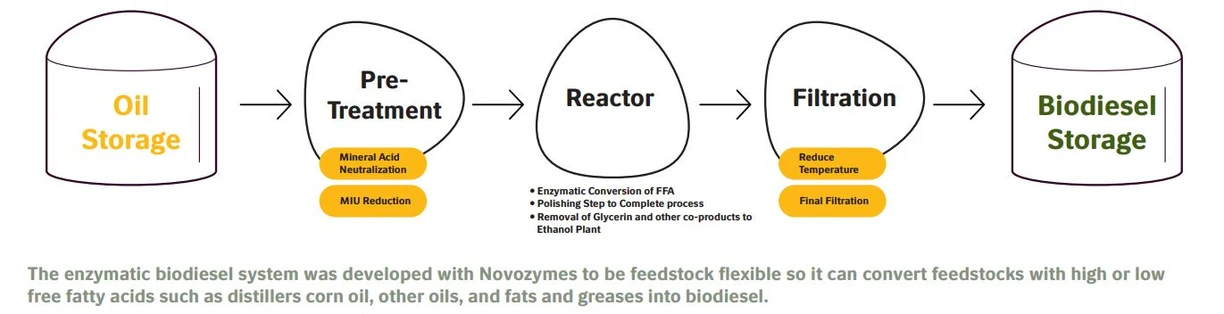
The Adkins Energy project uses an enzymatic biodiesel process that developed with Novozymes, a $2 billion dollar global science and technology company that has enzymes as its core business. The biodiesel production process at Adkins Energy uses a batch production system, which is best for an enzymatic system. “We looked at adding renewable diesel,” Baker said, “but we decided to go with the enzymatic biodiesel process because the market here in Illinois is for biodiesel and the state has a sales tax incentive for biodiesel.”
The biodiesel production equipment is the same as the equipment used in an ethanol plant.
The design integrates the corn ethanol plant production system and the biodiesel plant so that the two complement each other, for maximum efficiency. Corn oil from the ethanol plant is delivered on an overhead conveyance to the biodiesel plant for processing
The ethanol plant provides steam, water, and electricity for biodiesel processing, which uses ethanol for the biodiesel reaction. After the reaction, the glycerin that is produced in addition to the biodiesel is returned to the plant and sent through the evaporators where the alcohol in the glycerin is recovered. The alcohol that is recovered from the glycerin is sent through the ethanol plant’s distillation system for added ethanol production. After the alcohol is removed, the residual glycerin is added to the ethanol plant’s dried distillers grains with solubles (DDGS), which boosts the volume of the DDGS.
Inside the plant are the heat exchanger banks, the filtration system, lab, and control room. Outside are the two reactors, two surge tanks, and two tanks for injecting the corn oil into the reactors.
A distillation unit that is being built along side the outside tanks will be ready by Oct. 1 and will give Adkins Energy the option of distilling its biodiesel to a higher quality. There are two 30,000-gallon biodiesel storage tanks, which is 10 days. A new biodiesel loadout facility has been built near the Adkins Energy rail lines.
Two employees have been added to the ethanol plant workforce because two ethanol plant operators were transferred to the biodiesel side, Baker said.
Administrative, environmental, and compliance sta members have added biodiesel duties to their jobs and no new employees were added to the sales and procurement departments. Adkins Energy’s ethanol and DDGS marketer Eric Lockhart has become the renewable fuels sales manager and will handle sales of biodiesel along his previous duty of marketing the plant’s ethanol and DDGS.